

In today’s fast-evolving industrial and commercial landscape, Module LED Lights are no longer optional components — they are essential for safety, efficiency, and reliable system monitoring. Whether you operate a factory, manage a commercial building, or design electrical control panels, choosing the right LED module directly impacts performance and maintenance costs.
Among the trusted solutions available in India, the LM8 Series by Essen Deinki stands out for its durability, energy efficiency, and precision signaling. If you are planning to upgrade your control panels or install new systems, this guide will help you understand why investing in high-quality Module LED Lights is a smart business decision.
What Are Module LED Lights?
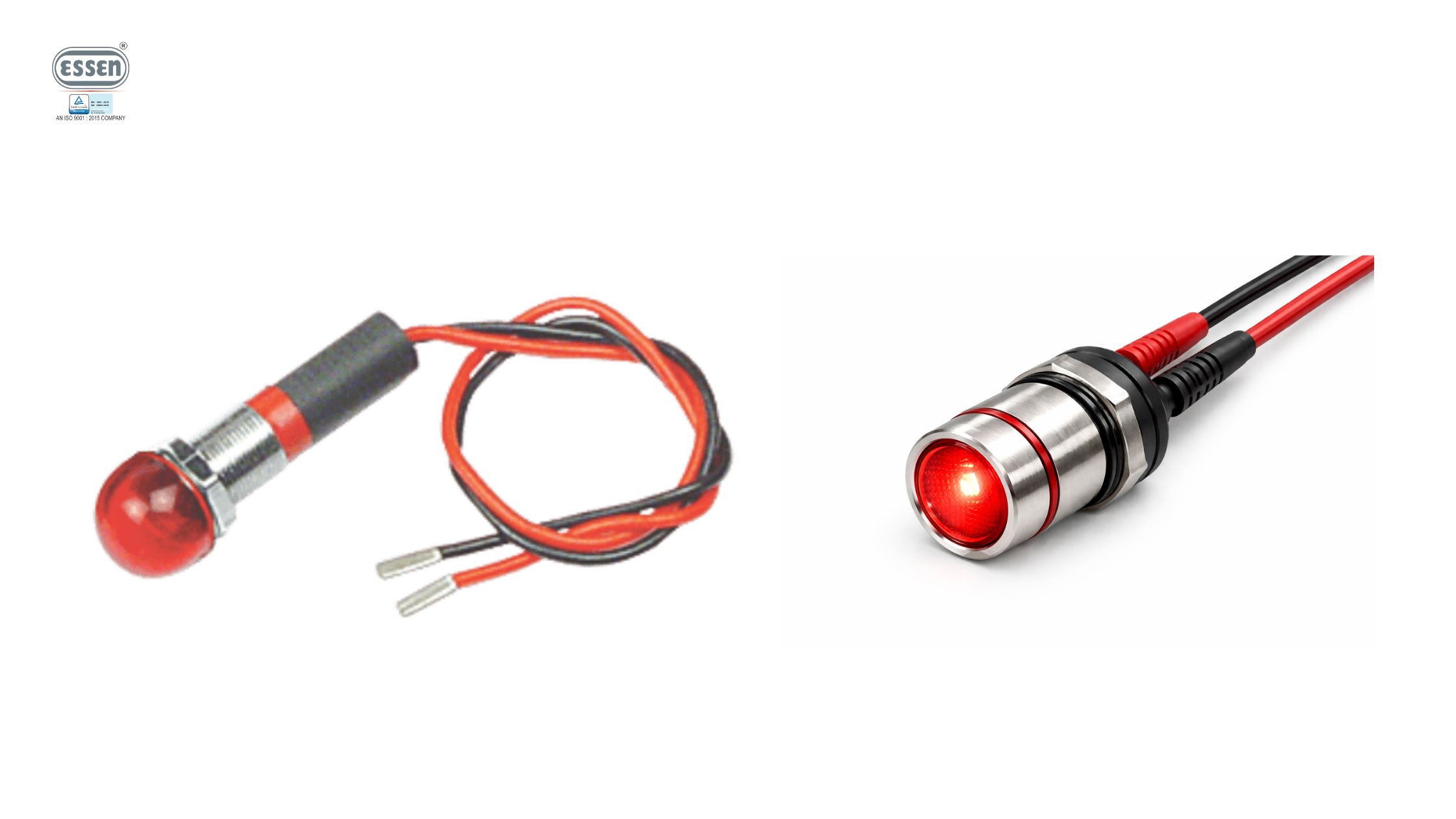
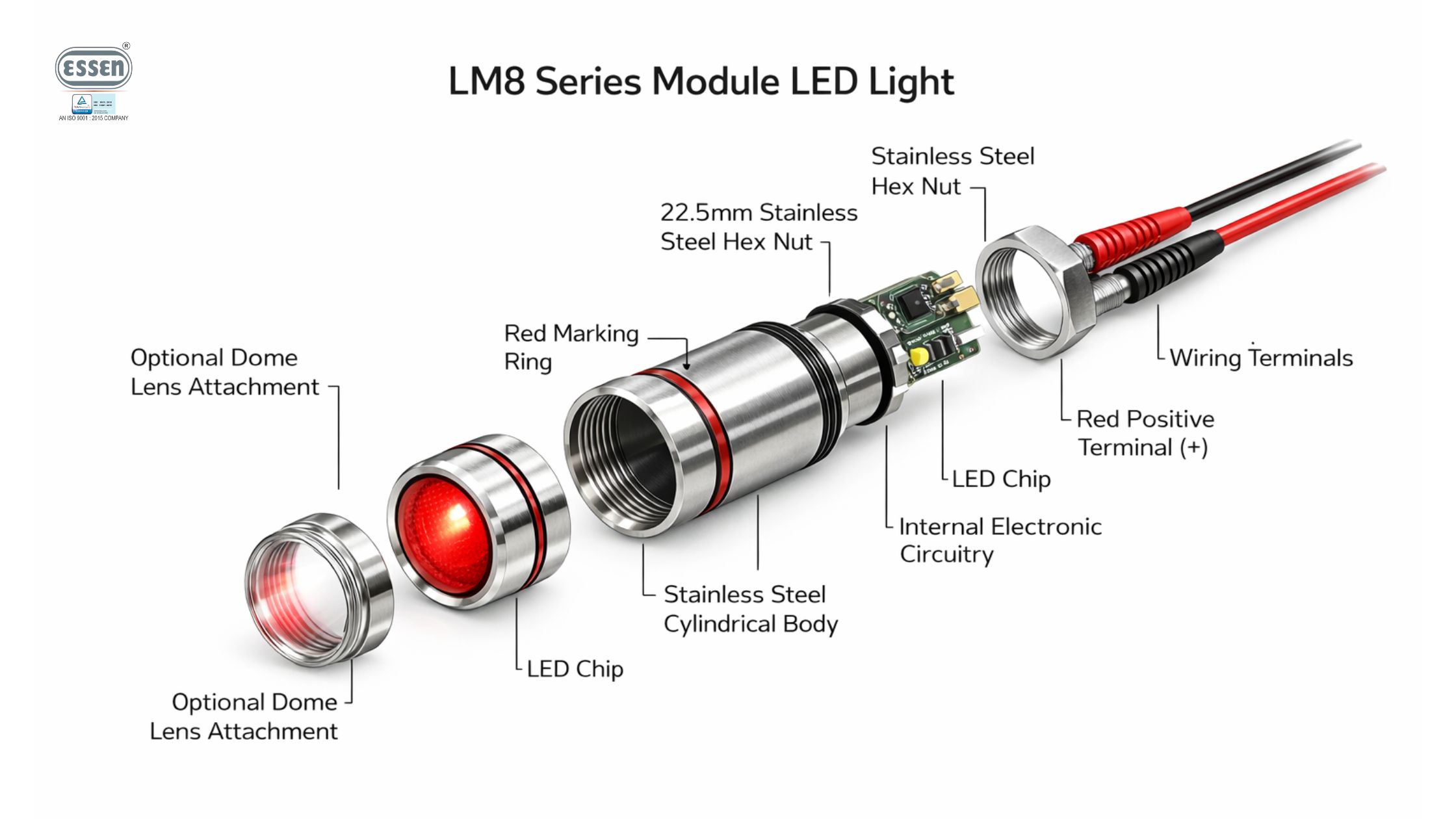
Module LED Lights are compact, integrated lighting units designed primarily for panel mounting and status indication. Unlike traditional filament-based indicator lamps, these modules combine LED chips and internal circuitry into a sealed, long-lasting housing.
In practical use, they function as pilot lights to indicate:
- Power ON/OFF status
- Machine operation
- Fault conditions
- System readiness
Because they consume very low power and generate minimal heat, they are ideal for electrical panels, automation systems, and industrial machinery that operate continuously.
Why Businesses in India Are Switching to Module LED Lights
Indian industries are becoming more automated and energy-conscious. Traditional indicator lamps often create recurring maintenance issues due to frequent burnouts and excess heat generation.
Switching to Module LED Lights offers measurable advantages:
They reduce electricity consumption significantly, which is especially important for large factories and commercial facilities running multiple control panels. Their long lifespan means fewer replacements, reducing downtime and labor costs. Additionally, their stable illumination ensures accurate system monitoring — a critical factor in industrial safety.
For businesses focused on efficiency and cost control, LED modules are a long-term investment rather than a recurring expense.
Introducing the LM8 Series by Essen Deinki
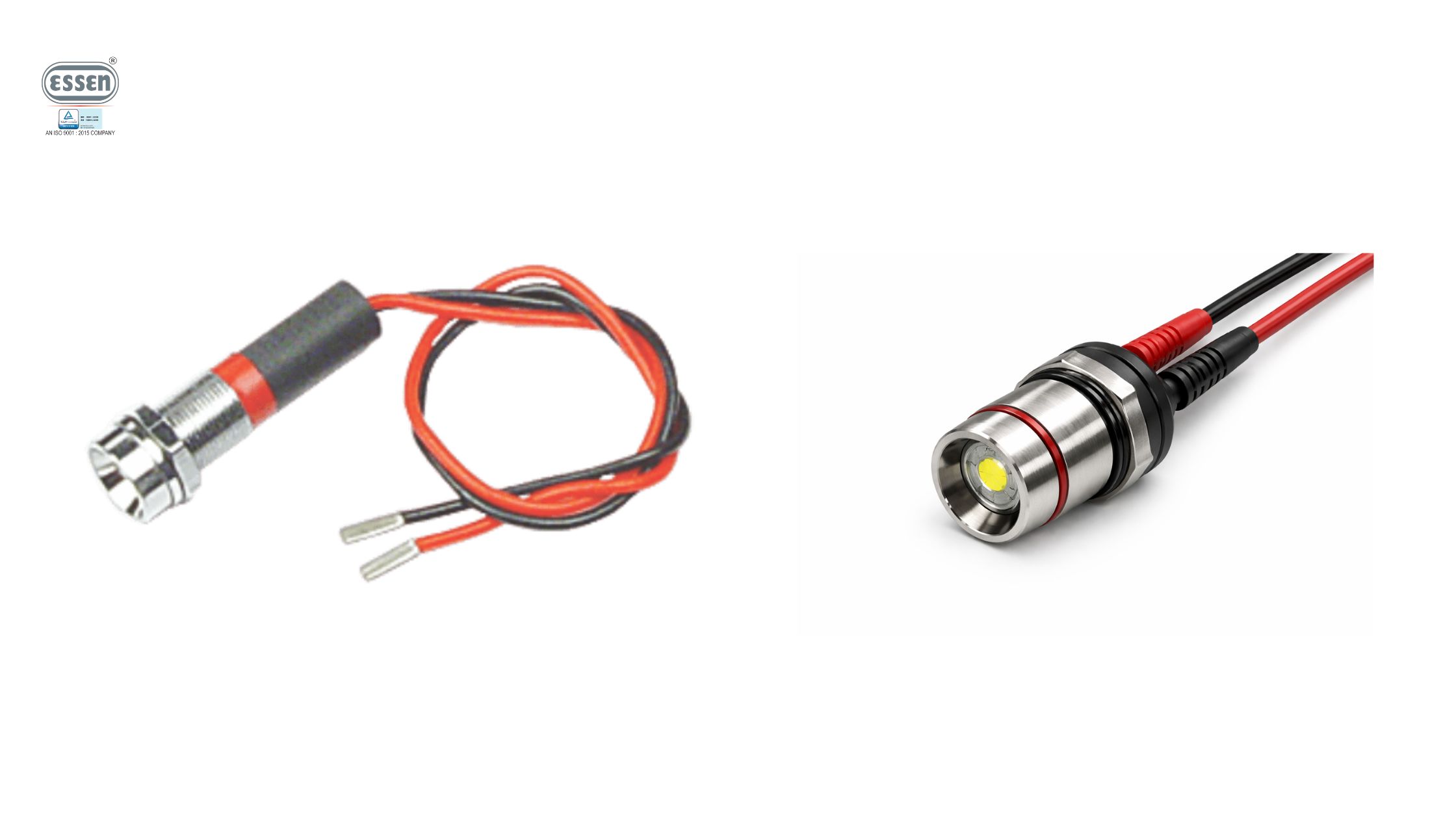
The LM8 Series is specifically engineered for industrial-grade applications. Designed to meet demanding operational environments, these LED modules deliver consistent brightness, low power consumption, and reliable signaling accuracy.
You can explore detailed specifications here:
https://essendeinki.com/lm8-series/
What makes the LM8 Series different is its practical engineering approach. It is not just about lighting — it is about controlled performance inside electrical systems.
Key Advantages of LM8 Series Module LED Lights
Superior Lifespan for Continuous Operation
In many industrial setups, pilot lights remain active 24/7. Frequent bulb replacements not only increase maintenance costs but also create operational interruptions. The LM8 Series is built for long service life, minimizing downtime and ensuring uninterrupted performance.
Significant Energy Savings
One of the strongest reasons companies switch to Module LED Lights is energy efficiency. Compared to conventional incandescent pilot lamps, LED modules can reduce energy consumption by up to 80–90%.
For facilities operating hundreds of indicator points, this translates into noticeable savings on electricity bills over time.
Protection Against Leakage Voltage
A common issue in electrical systems is leakage current that causes traditional lamps to glow faintly even when switched off. This can confuse operators and create safety risks.
The LM8 Series is engineered to eliminate this issue. It remains completely off until the required voltage threshold is reached, ensuring clear and reliable status indication.
High Visibility in Industrial Environments
Factory floors are often brightly lit. Indicator lights must remain clearly visible from a distance. The LM8 Series uses high-intensity LED technology to ensure sharp, consistent brightness even in well-lit surroundings.
This improves operational clarity and reduces human error.

Applications of Module LED Lights
The versatility of Module LED Lights makes them suitable for various sectors across India:
They are widely used in industrial control panels, power distribution boards, elevator systems, automation interfaces, railway signaling units, and telecom infrastructure. Even smart building systems and modern automation hubs rely on LED modules for reliable status indication.
Because the LM8 Series fits standard panel cutouts, upgrading from older lamp systems becomes simple and cost-effective.
Why Choosing the Right Supplier Matters
While many LED modules are available in the market, not all are designed for industrial reliability. Cheap alternatives may initially reduce purchase cost but often lead to:
- Early failure
- Inconsistent brightness
- Electrical instability
- Increased maintenance expense
Choosing a professional manufacturer ensures product consistency, quality assurance, and technical support.
Why Choose Essen Deinki?
Essen Deinki has built a strong reputation in the electrical components industry by focusing on quality, performance, and customer support. The LM8 Series reflects their commitment to delivering reliable solutions tailored for Indian industrial needs.
When you choose Essen Deinki, you benefit from:
- Industrial-grade manufacturing standards
- Reliable and tested LED modules
- Technical guidance for correct product selection
- Competitive pricing for bulk buyers
- Strong distribution support across India
For panel builders, contractors, OEM manufacturers, and commercial buyers, working with a trusted supplier reduces long-term risk and ensures system reliability.
Cost vs Value: Making the Smart Investment
Many buyers focus only on upfront cost. However, when evaluating Module LED Lights, total cost of ownership is what truly matters.
A high-quality LED module:
- Reduces replacement frequency
- Lowers power consumption
- Minimizes downtime
- Enhances safety
- Improves system reliability
Over time, these benefits significantly outweigh the initial purchase price.
Frequently Asked Questions
Q1. What makes LM8 Series different from standard pilot lights?
The LM8 Series prevents dim glowing caused by leakage current and offers stable, high-intensity illumination for accurate status indication.
Q2. Are Module LED Lights suitable for 24/7 operations?
Yes. They are specifically designed for continuous industrial use with long operational lifespan.
Q3. How much energy can I save by switching to LED modules?
LED modules can reduce energy consumption by up to 80–90% compared to traditional indicator lamps.
Q4. Can the LM8 Series be used in different voltage systems?
Yes. The series supports multiple AC and DC voltage options suitable for various applications.
Q5. Where can I check detailed specifications?
You can visit https://essendeinki.com/lm8-series/ for complete product information.
Final Thoughts: Upgrade to Reliable Module LED Lights Today
Investing in high-quality Module LED Lights is not just about upgrading your control panel — it is about improving operational efficiency, safety, and long-term cost savings.
The LM8 Series by Essen Deinki offers the durability, clarity, and performance required in modern industrial and commercial environments. If you are planning a new installation or replacing outdated pilot lamps, this is the right time to make the switch.

Ready to Get the Best Price and Expert Guidance?
Don’t compromise on critical electrical components.
Visit today and connect with the experts at Essen Deinki.
Get competitive pricing, bulk order support, and professional guidance tailored to your project requirements.
Upgrade smarter.
Improve efficiency.
Choose reliable Module LED Lights from Essen Deinki.